


Come utilizzare la resina epossidica WEST SYSTEM
assemblaggio
Questa sezione si occupa di due tipi di assemblaggio strutturale. Nella maggior parte dei casi si preferisce adottare una tecnica di assemblaggio in due fasi poiché agevola la massima penetrazione della resina epossidica nella superficie di assemblaggio e impedisce che nelle giunture rimanga uno strato insufficiente di resina. L’assemblaggio monofase viene utilizzato raramente ovvero quando le giunture devono sostenere carichi minimi e quando l’eccessivo assorbimento delle superfici porose non costituisce un problema. In entrambi i casi, per ottenere un legame estremamente resistente, applicare la resina epossidica sulla superficie utilizzando un rullo o un pennello.
Assemblaggio
Resistenza della giuntura – la capacità di trasferire adeguatamente un peso da una parte all’altra – dipende dagli effetti combinati di tre fattori.
FORZA DELLA COLLA – Affinché la miscela epossidica catalizzi con la massima tenuta, misurare accuratamente le due parti e miscelare bene.
PREPARAZIONE DELLA SUPERFICIE – Per ottenere adesione e trasferimento del peso ottimali, preparare correttamente la superficie.
AREA DI GIUNTURA – È necessario che l’assemblaggio o l’area adesiva della giuntura siano adeguate al carico che la giuntura deve sostenere. Per aumentare l’area di assemblaggio è possibile aumentare la sovrapposizione e applicare nella giuntura, cordoli e fibre di rinforzo.
Prima di miscelare la resina epossidica, verificare che tutte le parti che dovranno essere assemblate siano della misura giusta e che la preparazione della superficie sia completa. Raccogliere tutti i morsetti e gli utensili necessari per questo tipo di intervento e coprire le aree da proteggere in caso di fuoriuscite.
Assemblaggio in due fasi
1. Applicare una mano di miscela resina/indurente sulle superfici da incollare (Figura 9). Questa operazione si chiama “impregnazione” o “priming” delle superfici di assemblaggio. Per l’applicazione della resina epossidica utilizzare un pennello usa e getta iniziando da zone piccole o delimitate; per impregnare aree più ampie utilizzare un rullo di schiuma o distribuire uniformemente la miscela resina/indurente sulla superficie con uno squeegee/una spatola in plastica. Passare immediatamente alla fase successiva o comunque prima che il rivestimento ancora fresco risulti essiccato al tatto.

Figura 9 Applicare una mano della miscela resina/indurente sulle superfici di assemblaggio.
2. Modificare la miscela resina/indurente aggiungendo l’addensante idoneo fino a quando la miscela non avrà raggiunto la consistenza sufficiente a riempire i vuoti tra le superfici di contatto e a impedire che nelle giunture rimanga uno strato insufficiente di resina. Applicare uno strato uniforme di resina addensata su una delle superfici di assemblaggio, in modo che quando le due superfici vengono unite una piccola quantità di questa miscela fuoriesca (Figura 10).
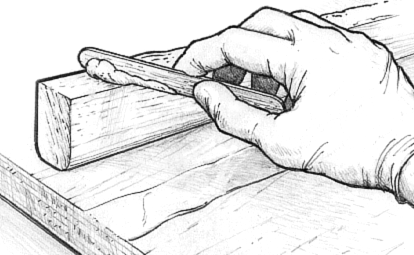
Figura 10 Applicare la resina addensata su una delle superfici di assemblaggio.
Come è già stato detto, è possibile applicare immediatamente la resina addensata sulla superficie bagnata o comunque prima che la resina risulti essiccata al tatto. Per la maggior parte degli interventi di assemblaggio minori, aggiungere l’addensante alla miscela resina/indurente che è avanzata dopo la fase di impregnazione. Miscelare una quantità di resina/indurente sufficiente per entrambi gli interventi. Aggiungere rapidamente l’addensante dopo aver impregnato la superficie e attendere brevemente che la miscela faccia presa.
3. Fissaggio dei componenti. Fissare un numero di morsetti sufficiente a tenere i componenti in posizione. Esercitare la pressione necessaria a far fuoriuscire una piccola quantità di miscela addensata dalla giuntura. Questa fuoriuscita sta ad indicare che la resina epossidica sta facendo buona presa su entrambe le superfici di contatto (Figura 11). Non far fuoriuscire tutta la miscela addensata dalla giuntura esercitando una pressione eccessiva.
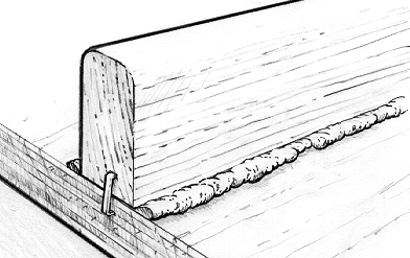
Figura 11 Fissare i componenti in posizione prima che la resina epossidica diventi gel
4. Non appena la giuntura è stata fissata con i morsetti, rimuovere o modellare l’adesivo in eccesso che è fuoriuscito dalla giuntura. Per rimuovere il prodotto in eccesso si consiglia di utilizzare un’asta di miscelazione cod. 804 WEST SYSTEM alla cui estremità è fissata la punta di uno scalpello (Figura 12). Prima di togliere i morsetti, lasciare che la miscela catalizzi completamente.
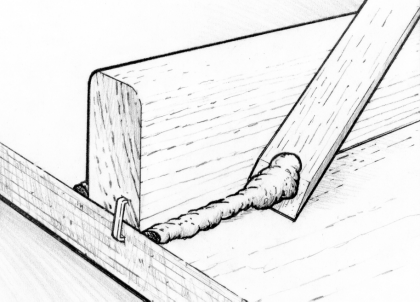
Figura 12 Rimuovere o modellare la resina epossidica in eccesso che è fuoriuscita dalla giuntura.
Assemblaggio monofase
L’assemblaggio monofase consiste nell’applicazione di una miscela epossidica addensata direttamente su entrambe le superfici di assemblaggio senza aver precedentemente impregnato le superfici con una miscela resina/indurente. Tuttavia, si consiglia vivamente di non lasciare addensare la resina epossidica più di quanto necessario a riempire i vuoti della giuntura (più fluida è la miscela, meglio riuscirà a penetrare nella superficie). Si sconsiglia di utilizzare questa procedura per giunture che devono sopportare carichi elevati o per incollare legno di testa o altre superfici porose.
Assemblaggio con cordoli
Con il termine cordolo si intende un’applicazione concava di resina addensata che ricopre una giuntura nell’angolo interno. Si tratta di una tecnica eccellente per l’assemblaggio di componenti poiché la superficie di legame è maggiore e funge da sostegno strutturale. In tutte le giunture che verranno coperte con tessuto di vetro è necessario utilizzare un cordolo che sostenga il tessuto in corrispondenza dell’angolo interno della giuntura.
La procedura di assemblaggio con cordoli è la stessa dell’assemblaggio tradizionale ma, anziché rimuovere la resina epossidica fuoriuscita dopo aver fissato in posizione in componenti, la si modella come un cordolo. Per cordoli di dimensioni maggiori, non appena conclusa la procedura di assemblaggio e prima che la resina epossidica fuoriuscita catalizzi, aggiungere una quantità maggiore di miscela sulla giuntura e modellarla come un cordolo.
1. Incollare i componenti come descritto in incollaggio.
2. Rendere uniforme la resina epossidica addensata che è fuoriuscita e modellarla sotto forma di cordolo facendo scorrere un utensile per cordonatura con punta arrotondata (un’asta di miscelazione è lo strumento ideale) lungo la giuntura, accumulando il materiale in eccesso davanti all’utensile e lasciando un cordolo levigato concavo delimitato, su entrambi i lati, da un margine netto. Se all’esterno del margine rimane del materiale di cordonatura in eccesso (Figura 13) lo si può utilizzare per riempire eventuali vuoti. Levigare il cordolo fino a quando non si sarà soddisfatti. Utilizzando un’asta di miscelazione si ottiene un cordolo con diametro di circa 10 mm. Per cordoli più ampi, si raccomanda di utilizzare una spatola in plastica ricurva con il diametro desiderato.
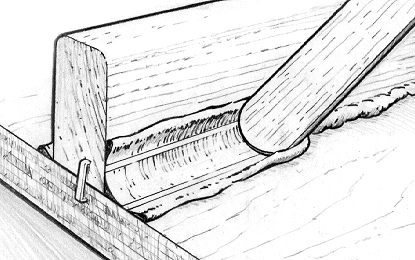
Figura 13 Modellare e levigare il cordolo.
Applicare altra resina addensata per riempire i vuoti o per creare cordoli più ampi. Aggiungere una quantità sufficiente di miscela lungo la linea di giunzione utilizzando l’asta di miscelazione arrotondata in modo da creare un cordolo delle dimensioni desiderate. Per cordoli più grandi o multipli, si possono utilizzare cartucce vuote di una pistola turapori o sacchetti monouso del tipo utilizzato per decorare i dolci. Tagliare la punta di plastica in modo da stendere un cordone sufficientemente ampio per ottenere un cordolo delle dimensioni desiderate. Si possono utilizzare anche sacchetti per la conservazione degli alimenti robusti e sigillabili con un angolo tagliato.
3. Rimuovere il materiale in eccesso che si forma all’esterno del bordo utilizzando un’asta di miscelazione o una spatola per stucco (Figura 14). Applicare la fibra di vetro o il nastro sull’area del cordolo prima che questo catalizzi (o dopo che il cordolo è catalizzato e dopo aver carteggiato).
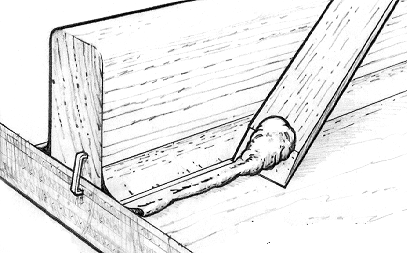
Figura 14 Rimuovere la resina in eccesso che si forma all’esterno del bordo del cordolo.
4. Non appena il cordolo è completamente catalizzato, carteggiare uniformemente con carta abrasiva grana 80. Eliminare la polvere che si è formata sulla superficie e passare due o tre mani di miscela resina/indurente su tutta l’area del cordolo prima di procedere alla finitura conclusiva.
