


Come utilizzare la resina epossidica WEST SYSTEM
assemblaggio di elementi di fissaggio e accessori metallici
L’applicazione di viti o di altri elementi di fissaggio utilizzando una resina epossidica WEST SYSTEM® aumenta significativamente la capacità di resistenza ai pesi del materiale di fissaggio in quanto il carico viene distribuito su un’area di substrato maggiore. Svariati sono i metodi per assemblare accessori metallici a seconda del carico che tali accessori sostengono.
Assemblaggio di accessori metallici tradizionale
Per una maggiore resistenza alla trazione e per impedire la penetrazione dell’umidità, il metodo più semplice consiste nell’impregnare i fori degli elementi di fissaggio e i nuovi fori pilota prima di montare le viti. La resina penetra nella fibra attorno al foro, aumentando il diametro dell’elemento di fissaggio.
1. Impregnare un foro pilota di dimensioni standard e iniettare la miscela resina/indurente all’interno del foro utilizzando uno scovolino o una siringa (Figura 15). Se necessario, passare una seconda mano di resina in caso di fori strappati o sovradimensionati.
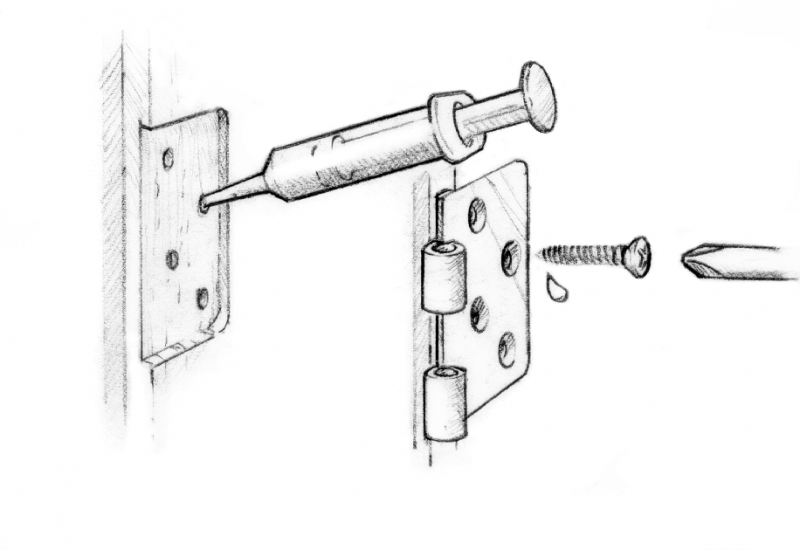
Figura 15 Impregnare un foro pilota standard e montare l’elemento di fissaggio
2. Inserire l’elemento di fissaggio nel foro e attendere che la resina catalizzi.
Assemblaggio di elementi di fissaggio avanzato
Per ottenere una maggiore resistenza e stabilità, eseguire fori sovradimensionati in modo da aumentare l’area di substrato esposta e la quantità di resina epossidica attorno all’elemento di fissaggio. Se è possibile fissare l’elemento di fissaggio/gli elementi metallici con altri mezzi, il foro sovradimensionato può raggiungere l’estremità dell’elemento di fissaggio.
1. Eseguire fori sovradimensionati fino a circa 2/3 della profondità dell’elemento di fissaggio. (Figura 16a). Il diametro del foro è più grande di 6 millimetri del diametro di fissaggio.
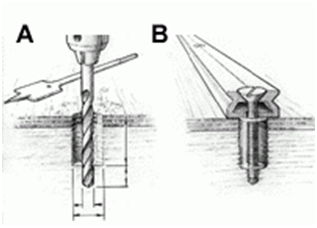
Figura 16 Eseguire fori sovradimensionati in modo da aumentare l’area di substrato esposta e la quantità di resina epossidica attorno all’elemento di fissaggio.
2. Eseguite un foro pilota di dimensioni normali in corrispondenza del fondo del foro sovradimensionato per tutta la lunghezza dell’elemento di fissaggio. Il foro pilota di dimensioni normali serve a sostenere o fissare in posizione gli accessori metallici fino alla catalizzazione della resina.
3. Impregnare i fori e l’elemento di fissaggio con una miscela resina/indurente. Lasciare che la resina epossidica penetri abbondantemente nella fibra del legno. Allow the epoxy to thoroughly soak into the exposed end grain of the wood.
4. Riempire il foro con resina epossidica addensata. Utilizzare il prodotto Alta densità 404 (preferibile) o Silice colloidale 406.
5. Montare gli elementi di fissaggio esercitando una forza sufficiente a fissare gli accessori metallici in posizione. Prima di applicare un carico sugli accessori metallici, lasciare catalizzare completamente la resina epossidica (Figura 16b).
Assemblaggio di accessori metallici
L’assemblaggio di accessori metallici è molto più complesso del semplice assemblaggio di elementi di fissaggio. Assemblando la base degli accessori metallici alla superficie, la capacità di carico di questi ultimi risulta significativamente maggiore poiché fornisce all’accessorio metallico una solida superficie d’appoggio. La base si salda inoltre al legno sottostante e forma con esso un legame più forte e resistente rispetto al semplice assemblaggio con elementi di fissaggio. Questo tipo di assemblaggio si rivela particolarmente utile per montare accessori metallici su superfici non piane, curve o non uniformi.
1. Preparare la superficie di montaggio e la base dell’accessorio metallico in modo che aderiscano correttamente.
2. Impregnare il foro sovradimensionato con resina epossidica. Lasciare penetrare la resina all’interno della fibra del legno (stesso procedimento dell’assemblaggio di elementi di fissaggio).
3. Ricoprire la superficie di contatto inferiore dell’accessorio metallico con resina epossidica non addensata. Strofinare la resina epossidica bagnata con una spazzola metallica oppure carteggiarla con carta vetrata a grana 50. Carteggiando la base, ricoperta di resina epossidica, la resina viene direttamente a contatto con il metallo prevenendone l’ossidazione.
4. Iniettare nel foro una miscela di resina epossidica con addensante 404 0 406 che non coli. Utilizzare una quantità di miscela sufficiente a far sì che non rimangano vuoti nel foro dopo l’inserimento dell’elemento di fissaggio. Ricoprire con resina addensata la parte inferiore dell’accessorio metallico e la filettatura dell’elemento di fissaggio (Figura 17).
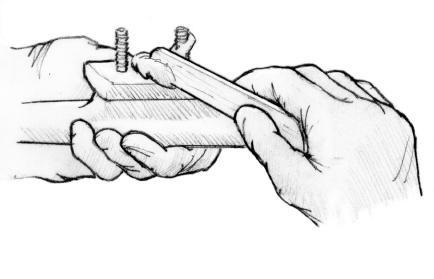
Figura 17 Ricoprire con resina addensata la parte inferiore dell’accessorio metallico e della filettatura dell’elemento di fissaggio.
5. Sistemare l’accessorio metallico in posizione. Inserire e serrare gli elementi di fissaggio fino a quando dalla giuntura non fuoriesce una piccola quantità di miscela (Figura 18).
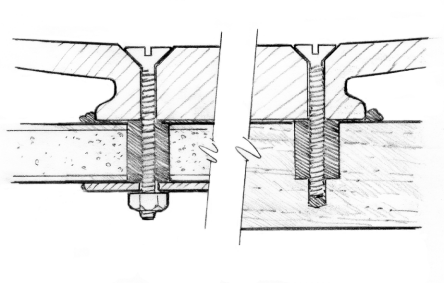
Figura 18 Serrare gli elementi di fissaggio fino a quando dalla giuntura non fuoriesce una piccola quantità di miscela.
6. Rimuovere la resina in eccesso oppure creare un cordolo. Lasciare catalizzare la resina per almeno 24 ore ad una temperatura di 15°C minimo prima di sottoporre ad un carico l’accessorio metallico. A basse temperature lasciare catalizzare più a lungo.
Fissaggio di una base
Per fissare una base sotto l’accessorio metallico quando questo viene montato su una superficie curva irregolare o in posizione angolata rispetto alla superficie, utilizzare una resina epossidica addensata.
1. Preparare gli elementi di fissaggio, i fori, il substrato e la base come descritto sopra.
2. Incollare piccoli blocchi sul substrato in modo da regolare la base secondo l’altezza e la posizione desiderate (ad es., winch base, Figura 19″A”).
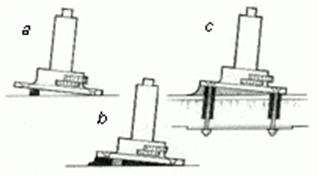
Figura 19 Sostegno della base per mezzo di piccoli blocchi – applicare una quantità sufficiente di resina addensata a stuccare il vuoto.
3. Applicare una quantità sufficiente di resina epossidica addensata – che non coli, con consistenza “burro di arachidi”- in modo da riempire lo spazio sottostante la posizione desiderata dell’accessorio metallico ad un livello leggermente superiore rispetto ai blocchi. Se lo spazio tra la base e la superficie è superiore ai 12 mm, riempirlo con due strati separati in modo da evitare una reazione esotermica.
4. Sistemare l’accessorio metallico appoggiandolo sui blocchi (Figura 19″B”) e montare gli elementi di fissaggio.
5. Modellare la resina epossidica in eccesso attorno alla base nella forma di cordolo desiderata (Figura 19″C”). Prima di applicare un carico, lasciare catalizzare completamente la resina epossidica. Proteggere la resina epossidica dai raggi UV.
Assemblaggio di prigionieri
Fissare i prigionieri o i perni filettati nel substrato (anziché viti o bulloni) e fissare l’accessorio metallico con dei dadi. Questo metodo è consigliato per molte installazioni di motori e macchinari. Ricoprire la base dell’accessorio metallico con cera o con un prodotto per facilitare il distacco dello stampo. Sebbene l’elemento di fissaggio non sia “incollato” al substrato, la resina epossidica garantisce ugualmente una superficie di appoggio che corrisponde e sostiene perfettamente la base dell’accessorio metallico.
1. Preparare i prigionieri/perni filettati incerando le estremità superiori (sopra la superficie) e pulendo le estremità inferiori (sotto la superficie).
2. Posizionare un dado e una rondella sui prigionieri, impregnare le estremità inferiori e inserirle nei fori pieni di resina epossidica. Prima di fissare l’accessorio metallico e di serrare i dadi lasciare catalizzare completamente la resina epossidica (Figura 20).
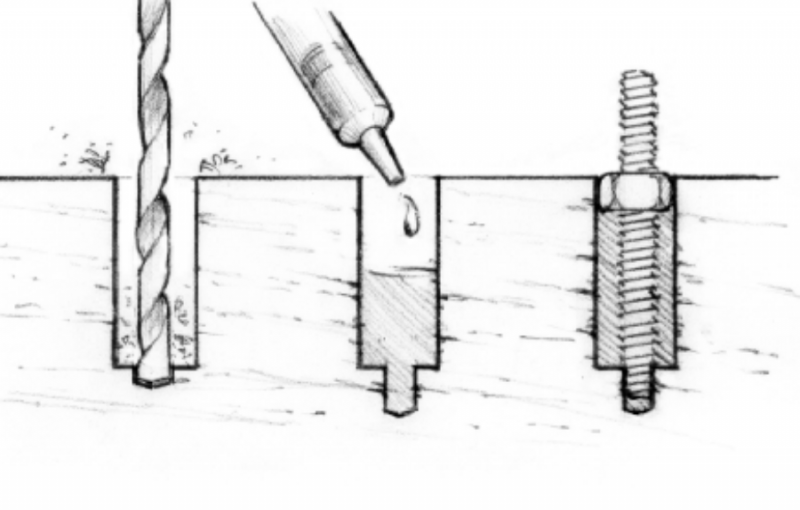
Figura 20 In alternativa, per poter rimuovere agilmente gli accessori metallici, incollare i perni filettati o i prigionieri al substrato.
Rimozione degli elementi di fissaggio
Se si prevede di dover rimuovere in futuro un elemento di fissaggio, ricoprire la filettatura con della cera o con un prodotto per facilitare il distacco dello stampo (prodotti che contaminano sufficientemente la superficie da impedire un buon assemblaggio).
Per rimuovere un elemento di fissaggio installato in modo fisso, scaldarne la testa utilizzando un saldatore o cannello a gas propano. Utilizzare uno schermo termico per proteggere l’area circostante. Il calore si propaga lungo l’elemento di fissaggio, ammorbidendo la resina epossidica con cui è a contatto. Dopo aver riscaldato la resina epossidica dovrebbe essersi sufficientemente ammorbidita da consentire l’estrazione dell’elemento di fissaggio. In caso di elementi di fissaggio più lunghi e/o con diametro maggiore, applicare calore più a lungo.
Laminazione
Con il termine “laminazione” si intende il processo di assemblaggio di diversi fogli relativamente sottili quali compensato, impiallacciature, tessuti o materiale per anime, per creare un composito. Un composito può essere costituito da diversi strati dello stesso materiale o da una combinazione di materiali diversi. I metodi di applicazione della resina epossidica e di fissaggio variano a seconda dei materiali che vengono laminati.
Un metodo di applicazione rapido della resina per laminazione consiste nell’utilizzare un rullo di schiuma. Un metodo ancora più rapido in caso di grandi superfici piane consiste semplicemente nel versare la miscela resina/indurente al centro del pannello/dell’impiallacciatura/ del tessuto e distribuire uniformemente la resina epossidica sulla superficie utilizzando una spatola in plastica. Per applicare miscele addensate utilizzare una spatola dentata.
Il metodo di fissaggio più comune quando vi è un materiale solido su cui effettuare il fissaggio prevede l’utilizzo di viti e punti metallici. Quando si esegue la laminazione su una base che non dovrà sostenere elementi di fissaggio meccanici, ad es. materiali per anime in schiuma o a nido d’ape, è sufficiente garantire una distribuzione uniforme dei pesi. Il vacuum bagging è un metodo di fissaggio specializzato che consente la laminazione di un’ampia gamma di materiali. Utilizzando una pompa a vuoto e fogli di plastica, si utilizza l’aria per applicare una pressione di fissaggio perfettamente uniforme su un intero pannello a prescindere dalle dimensioni, dalla forma o dal numero di strati.
Fissaggio
Per impedire che le parti incollate si muovano, si può utilizzare un qualsiasi metodo di fissaggio. I metodi di fissaggio prevedono l’utilizzo di morsetti a molla, morsetti a “C” a mano e morsetti a vite regolabili, fascette in gomma ricavate da tubi interni, nastro da pacchi, applicazione di pesi e il vacuum bagging. Quando si applicano dei morsetti in prossimità di aree trattate con resina epossidica, posizionare sotto ai morsetti un tessuto in polietilene o peel ply per evitare che rimangano inavvertitamente incollati alla superficie.
Dove i tradizionali morsetti non sono idonei, si utilizzano spesso punti metallici, chiodi o viti a secco. Tutti gli elementi di fissaggio che rimangono fissi devono essere di una lega non soggetta a corrosione come il bronzo. In alcuni casi, la resina addensata e la forza di gravità riescono a tenere in posizione i vari componenti senza necessità di utilizzare morsetti. Evitare un eccessiva pressione del serraggio.
